通过认证
通过认证
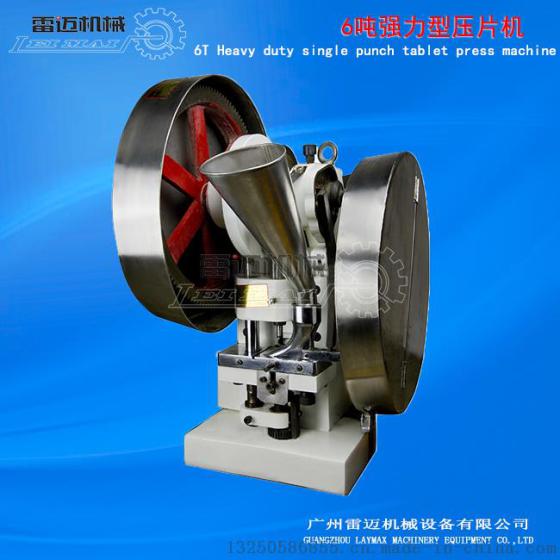
“花蓝式10T单压片机-消毒片压片机厂家直销”参数说明
| 操作方式: | 自动 | 适用范围: | 电子 |
| 类型: | 花篮式压片机 | 品牌: | 雷迈 |
| 重量: | 520公斤 | 型号: | DHP-4 |
| 规格: | 单冲压片机 | 商标: | 雷迈 |
| 包装: | 木架 | 最大压力: | 6T |
| 产量: | 1000 |
“花蓝式10T单压片机-消毒片压片机厂家直销”详细介绍
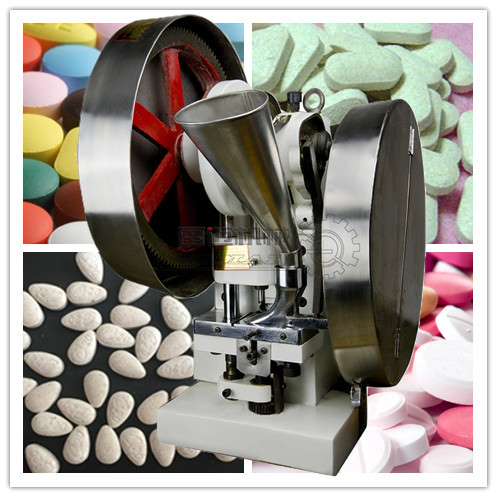
花篮式单冲压片机精度高,压片稳定,性能好,用途广泛,成品率高,可压制各种圆形、环形、异形片剂,还能压制双面刻字、商标、文字和图案的片剂,也可压制二氯苯、萘、碳粉、陶瓷粉、磨具磨料、消毒粉等。
花蓝式单冲压片机的特点:
1 只需安装一副冲模,使用方便,易于维修。
2 物料的充填深度,压片的压力、厚度均可调节,所有控制器和操作件均布局合理。
3 产品性能稳定,操作简便,压力大,可压制难成形物料。产量高,噪音小。
4 机座的后面装有装粉箱,当机器在高速运转中,产生多余的粉末,通过下料斗将它排除到装粉箱,保持机器运转平稳正常。 5 机器后面装照明灯,可以在光线较暗的情况下清楚的看到整个操作流程。

花蓝式单冲压片机安装及调试:
1、整机安装: 整机可用钢丝绳串入顶部吊运,也可用铲车搬运,机器就位前应整机校平。
2、电源线的安装: 电缆规格与电机功率,电压和电流相适应。电缆通过总开关经电线管或插座插头用软电缆连接;电缆通过机座后的出线圈进入电气箱。 电动机的转向应与指示标牌一致(即从电动机上带轮外端看为逆时针方向旋转),校对转向前应将三角皮带拆下,校对后装上三角皮带,再通过顺点运按钮确认转向的正确性。
3、首先切断机器上的电源,拆下料斗44,加料器57和中模台板19,将中模台板的模孔,上下冲杆孔和冲模揩擦干净,然后按照以下步骤进行。 ⑴首先将下冲钉插入下冲杆21的孔内,插足至根部,然后对准机身的缺口拧紧螺钉59;⑵将上冲钉装入上冲杆16孔内,插足至根部,拧紧紧固螺钉⑶将中模装入中模台板19孔内,注意中模的端面须低于台板平面0~0.05mm,紧固两边的紧定螺钉42。⑷将中模台板装上机身,套入下冲,转动大皮带轮32,使上冲进入中模孔内,应间隙均匀,上下灵活,无干涉和硬摩擦现象,再固紧中模台板与机身的固定螺栓⑸装上加料器等被拆下的零件。
4、充填深度的调整 拧松充填调节螺母两侧的紧定螺钉,螺母放置下降即可增加充填深度,调整后必须拧紧紧固螺钉,注意充填深度不得超过45mm。
5、片剂厚度的调整 与上冲杆相连接的偏心壳体05上的偏心套35,装有标尺,其数值表示上冲进入中模的深度。调整进先拧松偏心壳体05上面的紧固螺栓,通过锥形齿轮带动偏心套35即可调整片厚,调整后须把螺栓螺母拧紧,防止松动。
6、出片调整 转动带轮(顺转),使下冲升到最高位置,拧松出片调节螺母两侧螺钉,旋转出片调节螺母,使下冲上端面与中模端面平齐,调整后,固紧两侧螺钉。
7、加料器调整 转动带轮使下冲上端面上升到最高(与中模相平)时,调节活络接头(调前应先松螺母),使加料器前端面靠近下冲外径边缘坚固螺母,再转动带轮(必须顺转)使加料器进退运动几次仍符合要求即可。
8、下冲杠杆的位置调整直接影响填充量的稳定性。转动带轮使下冲下降最低位置,即是充填调节螺母靠紧机身,调节上下螺母,使下冲杠杆的半园头贴紧充填调节螺母上端面,并紧上下螺母即可。
花蓝式单冲压片机的特点:
1 只需安装一副冲模,使用方便,易于维修。
2 物料的充填深度,压片的压力、厚度均可调节,所有控制器和操作件均布局合理。
3 产品性能稳定,操作简便,压力大,可压制难成形物料。产量高,噪音小。
4 机座的后面装有装粉箱,当机器在高速运转中,产生多余的粉末,通过下料斗将它排除到装粉箱,保持机器运转平稳正常。 5 机器后面装照明灯,可以在光线较暗的情况下清楚的看到整个操作流程。
花蓝式单冲压片机安装及调试:
1、整机安装: 整机可用钢丝绳串入顶部吊运,也可用铲车搬运,机器就位前应整机校平。
2、电源线的安装: 电缆规格与电机功率,电压和电流相适应。电缆通过总开关经电线管或插座插头用软电缆连接;电缆通过机座后的出线圈进入电气箱。 电动机的转向应与指示标牌一致(即从电动机上带轮外端看为逆时针方向旋转),校对转向前应将三角皮带拆下,校对后装上三角皮带,再通过顺点运按钮确认转向的正确性。
3、首先切断机器上的电源,拆下料斗44,加料器57和中模台板19,将中模台板的模孔,上下冲杆孔和冲模揩擦干净,然后按照以下步骤进行。 ⑴首先将下冲钉插入下冲杆21的孔内,插足至根部,然后对准机身的缺口拧紧螺钉59;⑵将上冲钉装入上冲杆16孔内,插足至根部,拧紧紧固螺钉⑶将中模装入中模台板19孔内,注意中模的端面须低于台板平面0~0.05mm,紧固两边的紧定螺钉42。⑷将中模台板装上机身,套入下冲,转动大皮带轮32,使上冲进入中模孔内,应间隙均匀,上下灵活,无干涉和硬摩擦现象,再固紧中模台板与机身的固定螺栓⑸装上加料器等被拆下的零件。
4、充填深度的调整 拧松充填调节螺母两侧的紧定螺钉,螺母放置下降即可增加充填深度,调整后必须拧紧紧固螺钉,注意充填深度不得超过45mm。
5、片剂厚度的调整 与上冲杆相连接的偏心壳体05上的偏心套35,装有标尺,其数值表示上冲进入中模的深度。调整进先拧松偏心壳体05上面的紧固螺栓,通过锥形齿轮带动偏心套35即可调整片厚,调整后须把螺栓螺母拧紧,防止松动。
6、出片调整 转动带轮(顺转),使下冲升到最高位置,拧松出片调节螺母两侧螺钉,旋转出片调节螺母,使下冲上端面与中模端面平齐,调整后,固紧两侧螺钉。
7、加料器调整 转动带轮使下冲上端面上升到最高(与中模相平)时,调节活络接头(调前应先松螺母),使加料器前端面靠近下冲外径边缘坚固螺母,再转动带轮(必须顺转)使加料器进退运动几次仍符合要求即可。
8、下冲杠杆的位置调整直接影响填充量的稳定性。转动带轮使下冲下降最低位置,即是充填调节螺母靠紧机身,调节上下螺母,使下冲杠杆的半园头贴紧充填调节螺母上端面,并紧上下螺母即可。